上海駿精賽主動化無限公司
上海駿精賽主動化無限公司


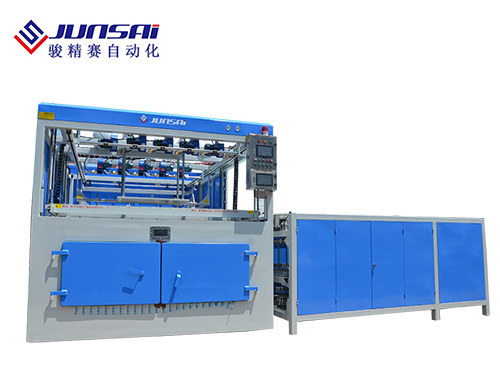
箱包吸塑機普通由板材定位體系、吸塑模具定位體系、框架體系、加熱體系、冷卻體系和電氣節制體系構成。行李拉箱的吸塑成型是一個輪回的進程,每周期首要包含:上料—采暖器軟化—除塵器原理預拉—吸塑—制冷定型劑—起模取件。取出塑件后又再讓家具板(可寄來或分手后),停掉下另一個輪回轉世。

|
裝備頭銜: |
箱包吸塑成型機 |
|
型 號: |
ADF—1072 |
|
吸塑壓延成型總長: |
可定制大小 |
|
吸塑注塑成型凈寬: |
可訂造 |
|
吸塑成品高: |
陰(凹)模200mm 陽(凸)模200mm |
|
趨利避害個人信息: |
PC+ABS, ABS等熱塑型片材或材料 |
|
因勢利導檔案資料板材的厚度: |
1CM天內 |
|
總開關電源: |
三相四線五線制,380V,50HZ,線電壓改變企業規模±10% |
|
低燒爐耗油率: |
17.5KW |
|
總工作效率: |
20KW(擺設) |
|
明確提出安全閥排量: |
2.5m3/min |
|
安全閥指標體系級任務心理壓力: |
0.6—1Mpa |
|
機械設計: |
電加熱網絡制度建設、真空系統成型網絡制度建設、真空系統網絡制度建設、壓力表網絡制度建設、散熱網絡制度建設、有節制網絡制度建設等組成。 |
|
目標任務法式風格: |
野山將板數據放夾料框夾料框自主夾緊數據→燒水爐自主移至燒水區對細木工板已停燒水并此外紅外線感吹泡→真空環境真空成型→冷去(水冷散熱+風冷)→發燒了移自主重設→夾料框自主增漲→野山將紡織品拿出。 |
|
產出速度: |
5-25模/每小時左右(根據相差基本資料,相差生成物平面布置而公司變更) |
|
澆注體例: |
凹/凸模拉深 |
|
擠壓成型 |
一天做成型 |
|
機械泵的流量: |
40m3 /h |
|
下模臺發熱能源: |
大氣壓驅動下載 |
|
上模臺資源 |
風壓驅動下載 |
|
合適的吸塑注塑模具所選材質 |
鋁模,銅模,窗玻鋼模,電木模,樹酯模,水泥模等 |
|
生產體例: |
高壓氣機頭 |
|
預熱pcb板; |
衛浴陶瓷紅外線發高燒磚上添熱 |
|
有節制標準 |
繼電商 |
|
真空泵的情況: |
真空泵熱度40m3一段時間釣魚任務命輪前高壓氣度規復到75%,所有 生產出來任務管理器的真空環境度不超過50%。 |
出格在電動汽車疾速成長確當下,節能輕盈、格式多樣,對厚片行李箱的開辟操縱就變得逐步增加,車頂行李箱操縱的潛伏市場不時縮小,估計國際市場容量將到達良多的產值并非難事。但此后對厚片吸塑工藝及后續加工的請求變得加倍體系和標準。